功率电子封装互联技术综述:从铝键合线到纳米烧结的演进之路
1 引言
功率半导体器件是现代电能变换系统的核心,广泛应用于电动汽车、新能源发电、轨道交通、工业变频和航空航天等领域。随着第三代宽禁带(Wide Bandgap, WBG)半导体材料——碳化硅(SiC)和氮化镓(GaN)——的快速发展,功率器件的性能边界被不断拓展:更高的结温(200–300 °C)、更快的开关频率(>100 kHz)和更大的功率密度对封装技术提出了前所未有的挑战[1][2]。
功率模块封装需同时满足四大核心功能:芯片固定与保护、电气互联、热管理和环境隔离[3]。其中,封装互联技术直接决定了模块的寄生电感、散热效率和使用寿命,是整个封装体系中最关键的环节之一。传统硅基 IGBT 模块广泛采用的铝键合线与锡基焊料互联方案,在面对 SiC/GaN 器件时已显露出明显不足——键合线失效与焊层疲劳占据了模块失效原因的绝大部分[4][5]。
本文将系统综述功率电子封装互联技术的研究进展,涵盖传统键合线技术、先进芯片贴装材料(银/铜纳米烧结、瞬时液相焊接等)、无键合线互联方案、面向 WBG 器件的封装挑战以及可靠性失效机理,力图为相关研究和工程应用提供系统性的技术参考。
2 传统键合线互联技术
2.1 铝线超声键合
键合线互连是功率模块中应用最广泛、工艺最成熟的电气互联方案,至今仍占据 80% 以上半导体封装互连市场[6]。典型焊接型 IGBT 模块结构中,芯片底部通过焊料与直接覆铜(Direct Bonded Copper, DBC)陶瓷基板连接,芯片顶部电极则通过多根铝键合线引出至基板铜层,形成电气通路。
铝线超声键合利用常温下超声波振动能量,在键合压力作用下使铝线与芯片铝焊盘之间产生塑性变形和原子扩散,实现冶金结合。铝线因成本低、工艺窗口宽、与芯片铝焊盘兼容性好而成为传统首选。
然而铝线键合存在固有局限性:
- 载流能力有限:铝的电导率仅为铜的 61%,需多根并联使用;
- CTE 失配严重:铝(CTE ≈ 23 ppm/K)与硅/碳化硅芯片(CTE ≈ 3–4 ppm/K)热膨胀系数差异巨大,温度循环下键合界面产生累积热应力,导致键合点根部裂纹和脱落[7];
- 寄生电感较大:铝线拱形结构引入 10–15 nH 的寄生电感,在高频开关时产生显著的电压过冲和 EMI 问题[8]。
面向 SiC 功率模块的大电流密度需求(电流应力可达 Si 器件的 5 倍以上),键合线的通流能力成为关键瓶颈。研究建立了键合线电-热耦合模型,定量描述了线径、长度和并联数量对持续通流与脉冲通流能力的影响规律[9]。
2.2 铜线键合:性能的飞跃
以铜线替代铝线是键合互联技术的重要发展方向。相同线径下,铜线的载流能力可提高 70% 以上,电导率和热导率显著优于铝,抗电迁移性能增加约两个数量级[10]。Infineon 公司提出的 .XT 技术率先将铜线键合商业化应用于 IGBT 模块,实验表明铜线键合强度可达铝线的两倍以上,功率循环寿命(ΔTj = 70°C)超过 200 万次,相比传统铝工艺模块提升了 16 倍[10]。
铜线键合对衬板材质有较高要求。杜隆纯等[11]针对 SiC 器件研究了粗铜线在裸铜 AMB 与镀银 AMB 衬板上的键合性能:裸铜 AMB 上初始键合强度更高,但温度冲击后力学性能有所退化(断裂模式从颈部断裂转向焊点脱落);镀银 AMB 则表现出更好的温度冲击耐受性,键合强度在冲击后反而增强。
然而铜线硬度大、氧化速率高,键合过程中可能对芯片焊盘造成损伤。此外,芯片铜金属化是铜线键合的前提——需要在芯片表面生长厚铜层以缓解键合冲击力并提高键合点可靠性[10]。
2.3 带式键合与材料体系拓展
除传统圆形键合线外,超声带式键合(Ultrasonic Ribbon Bonding)因载流密度大、散热效果优异而受到广泛关注。带式键合兼具线键合的灵活性和更大的电流承载截面,Ag、Ag-Pd 合金带材在高温 IC 模块中展现出良好的应用前景[12]。
键合线材料体系持续拓展,形成了从金线、铝线到铜线、银线、铝铜复合带的完整技术谱系。材料选择需综合考虑导电导热性能、键合工艺窗口、可靠性和成本因素[6]。
3 芯片贴装互联技术
3.1 传统焊料贴装的局限性
芯片底部与基板的贴装连接层是热管理路径上的首要热界面。传统功率模块广泛使用锡基焊料(SnPb、SAC305 等),其熔点通常低于 220°C。当 SiC/GaN 器件的结温要求达到 200–300°C 时,传统焊料已接近或超过其安全工作极限。高温存储条件下焊料界面金属间化合物(Intermetallic Compound, IMC)持续生长,界面脆化并最终引发机械失效[13]。
此外,焊料回流过程涉及液-固相变,大面积芯片贴装中容易产生空洞缺陷,降低导热效率和机械强度。研究表明,当工作结温从 150°C 升至 200°C 时,部分常用灌封材料(如 Durapot 环氧树脂)和陶瓷胶粘剂已出现裂纹[14]。
3.2 纳米银烧结技术
纳米银膏烧结技术是近年来最具代表性的先进贴装方案。其核心原理基于纳米材料的尺度效应——当金属颗粒尺寸降至纳米级(< 100 nm)时,表面原子比例急剧增加,扩散激活能显著降低,可在远低于块体金属熔点的温度(200–300°C)下实现致密化烧结,形成接近块体银熔点(961°C)的高温服役能力,即"低温烧结、高温服役"[15][16]。
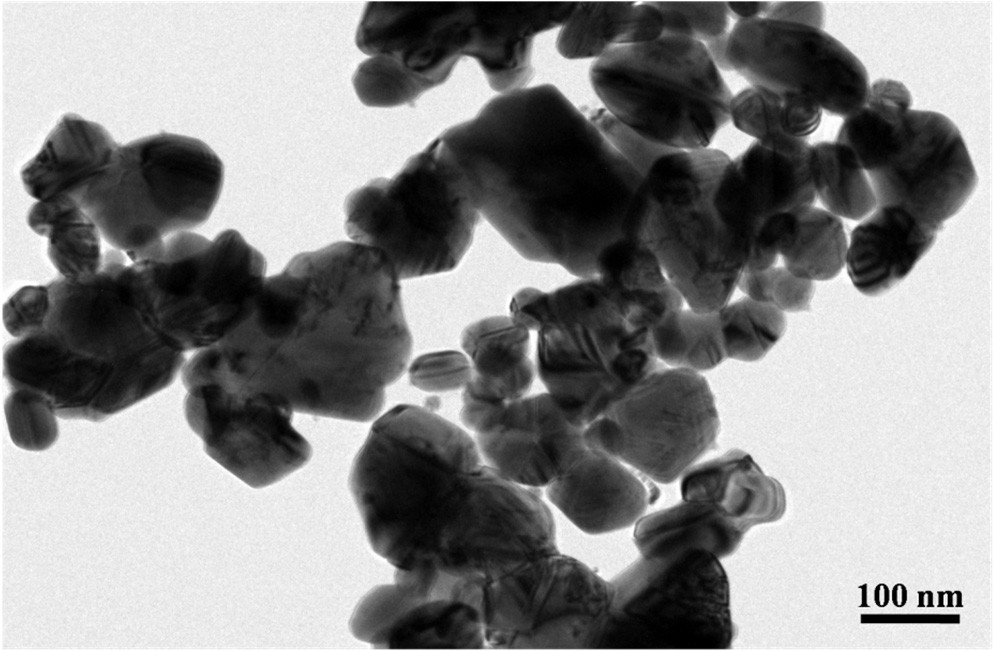
图1:银纳米颗粒的TEM图像(标尺100 nm)。来源:Feng et al., Materials 2016, 9(7), 564.
纳米银烧结接头具有优异的综合性能[17]:
- 热导率:> 100 W/(m·K),远超传统焊料(30–70 W/(m·K));
- 电导率:接近纯银(6.3×10⁷ S/m);
- 抗高温稳定性:烧结后熔点为 961°C,可在 300°C 以上环境长期服役;
- 无铅环保:符合 RoHS 要求。
烧结工艺可分为有压烧结(Pressure-assisted)和无压烧结(Pressureless)两类。有压烧结(10–40 MPa)可获得孔隙率 < 10% 的高致密度接头,剪切强度可达 50 MPa 以上。为满足规模化生产需求,无压烧结技术的研究近年来取得重大突破——通过优化银纳米颗粒形貌、双峰粒径分布和表面功能化改性,可在零外压下实现有效烧结[15]。
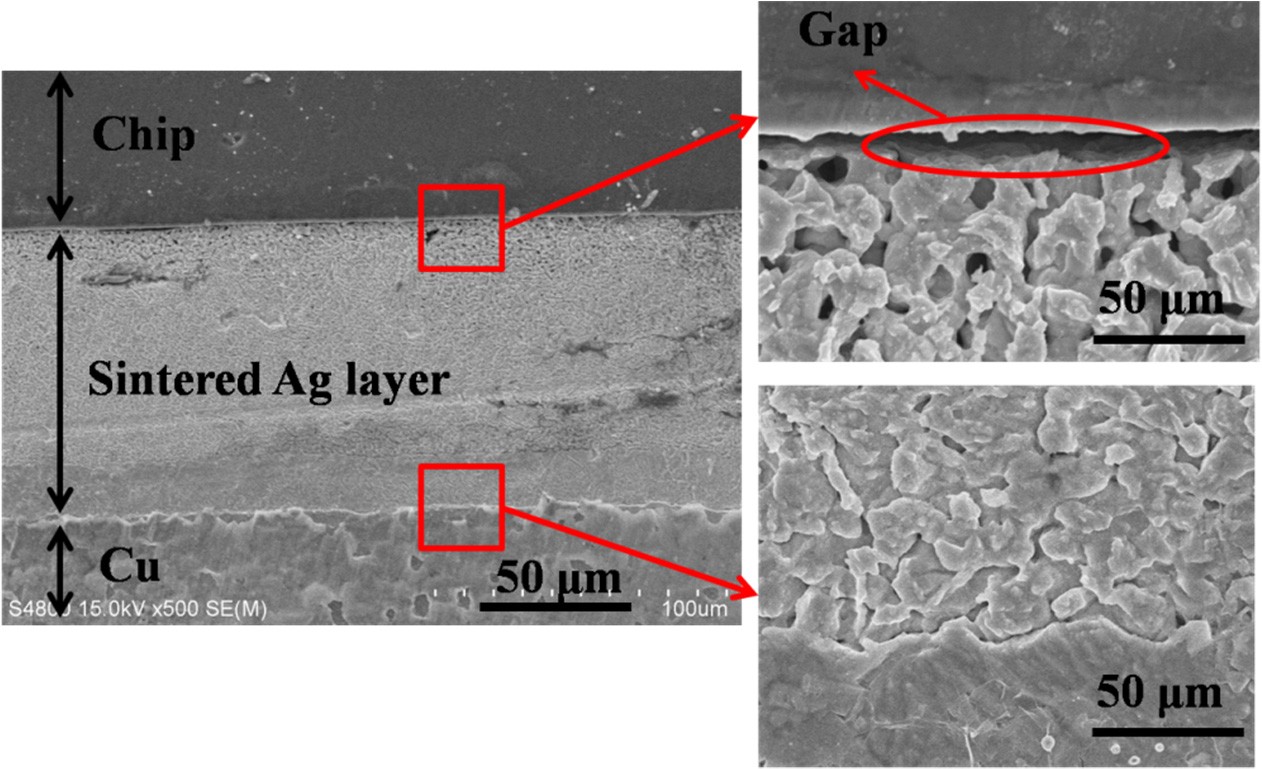
图2:烧结银接头截面SEM图像。(左)全貌,标尺100 μm;(右上)芯片/烧结银界面放大;(右下)烧结银/Cu界面放大。来源:Feng et al., Materials 2016, 9(7), 564.
研究还发现了"咖啡环效应"的抑制机制:通过减少有机物含量增强 Marangoni 流动可改善烧结层的均匀性[18]。
对于大面积(> 2400 mm²)基板-底板烧结连接,高气压辅助烧结工艺可将孔隙率控制在 4–8% 以下,经过 1000 次温度循环后烧结层完整性保持良好[19]。重庆大学的研究团队在分次烧结与一次烧结工艺的对比中发现,分次烧结工艺在微观组织结构和芯片剪切强度上均优于一次烧结,温度冲击后烧结银的烧结颈增大而孔隙增加,但两种工艺的剪切强度均明显增大[11]。
然而纳米银烧结面临两大挑战:一是成本高昂——银浆料价格约为传统焊料的 10 倍以上;二是电化学迁移——银离子在高温高湿和电场作用下可形成枝晶,引发漏电或短路失效[20]。
3.3 纳米铜烧结技术
纳米铜膏烧结作为银烧结的低成本替代方案受到广泛关注。铜的优势在于[21]:
- 成本仅为银的 1/20–1/50;
- 抗电迁移性能优于银(约两个数量级);
- 较低的 CTE(17 vs 19 ppm/K),与芯片和基板的热匹配更好。
然而纳米铜的致命弱点是极易氧化——小尺寸铜纳米颗粒在制备、储存和使用过程中表面极易形成 Cu₂O/CuO 氧化层,严重阻碍烧结扩散过程。为克服这一难题,研究者开发了多种策略[21][22]:
- 有机物包覆保护:PVP、油酸等有机配体包覆抑制氧化,烧结时热分解去除;
- 甲酸辅助还原:在烧结气氛中引入甲酸蒸气原位还原氧化铜;
- 芯壳结构设计:Cu@Ag 核壳颗粒兼顾抗氧化性和成本;
- 双峰粒径复配:微米铜 + 纳米铜混合浆料提高振实密度。
目前无压纳米铜烧结在实验室条件下已可实现 > 30 MPa 的剪切强度,但距离工业应用仍有距离——烧结温度需进一步降低至 250°C 以下以匹配传统封装工艺窗口,浆料储存稳定性也有待改善[21]。有压烧结铜接头在功率循环测试中展现了与银烧结相当的热机械可靠性[22]。
3.4 瞬时液相焊接(TLP/TLPS)
瞬时液相(Transient Liquid Phase, TLP)焊接利用低熔点金属(如 Sn)与高熔点金属(如 Cu、Ag、Au)之间的等温凝固反应形成高熔点 IMC 层,实现"低温连接、高温服役"[23]。TLP 焊接的优势包括:
- 连接温度低(250–300°C);
- 形成 IMC 的熔点远高于连接温度(如 Cu₆Sn₅ 熔点 415°C,Cu₃Sn 熔点 676°C);
- 成本低于纯银烧结。
瞬时液相烧结(TLPS)是 TLP 的改进形式,通过使用 Sn 包覆 Cu 颗粒(Cu@Sn 核壳粉)大幅增加固-液反应面积,加速扩散和等温凝固过程[23]。TLPS 技术在 WBG 器件封装中的关键挑战在于控制空洞率和缩短连接时间——从实验室的 150 分钟压缩到工业可接受的 20 分钟以内的进程正在加快[15]。
4 无键合线互联与双面散热
4.1 从键合线到平面互联
取消键合线的互联方案代表了功率模块封装的发展趋势[24]。键合线不仅仅是可靠性的薄弱环节,还限制了芯片上表面的散热路径——传统封装中热量仅能通过芯片底部单向散出,热阻较大。
PowerStep 无键合线互联技术采用精密刻蚀的金属铜板一次性连接所有芯片电极,大面积接触有效降低了导通路径上的寄生电感和电阻[25]。相比传统铝线键合散热方案(仅底面散热),无键合线加双面散热结构可使结壳热阻降低 47–55%[26]。
基于 PCB 嵌入的封装方案更为激进——将 1.2 kV SiC MOSFET 直接嵌入 PCB 层内,通过铜填充微孔实现电气连接和双面散热。实测表明,该结构相比 TO-247 封装可使结壳热阻降低 57%,电压过冲降低 5.6 倍,峰值效率提升 0.5%[27]。
4.2 双面散热与集成冷却
双面散热(Double-Sided Cooling, DSC)结构在芯片上下两面均建立散热路径,实现了 3D 平面电气互联与热管理的协同优化[28]。平面键合(Planar Bond Alloy, PBA)封装将芯片以面对面/背对背方式夹持于两层 DBC 基板之间,取消了键合线和底板,通过银烧结实现芯片与上下基板的同时连接。PBA 模块的比热阻仅 0.33 cm²·°C/W,相比传统单面散热模块降低 39%[29]。
Fraunhofer IZM 开发的超紧凑低电感功率模块将 DC-Link 电容集成于模块内,叠层陶瓷基板内置微通道散热器,功率回路寄生电感 < 2 nH,结-流体热阻 < 0.265 K/W,代表了当前 SiC 模块封装的领先水平[30]。
创新封装结构趋向于多重功能的融合:取消键合线降低了寄生电感和重量,叠层换流路径抵消了互感,金属垫块缓冲了热应力失配。牛利刚等的研究表明,采用双层金属垫块(Cu/Mo)的双面散热模块可将芯片热应力从 103 MPa 降至 67 MPa[31]。
5 宽禁带半导体封装面临的特殊挑战
5.1 高温可靠性
SiC 和 GaN 器件的理论最高结温可达 300–500°C,远超出传统硅器件 125–150°C 的工作范围[14]。这对封装材料的耐温等级提出了全新要求:
- 贴装材料需能在 > 250°C 长期服役且不发生显著性能退化;
- 绝缘基板需耐受更高的温度梯度与更剧烈的热循环冲击;
- 灌封材料需满足高 Tg(> 250°C)和低 CTE 要求。
Si₃N₄ 陶瓷基板在 -40°C 至 +175°C 温度循环(ΔT = 215 K)中表现优异,600 次循环后未出现裂纹,明显优于 AlN 基板(出现陶瓷龟裂)[32]。AlSiC 和 CuMo 复合材料因 CTE 可调、热导率较高,正逐渐取代传统铜底板成为高温封装的首选底板材料。
5.2 多物理场耦合优化
功率模块封装绝缘设计需要同时应对电场、热场和机械应力的综合挑战。基于 Spice 电路仿真 + 有限元多物理场数值计算 + MOGWO(Multi-Objective Grey Wolf Optimizer)算法的协同优化方法被提出,可在降低最大电场强度的同时优化温度和机械应力分布[33]。优化结果表明,绝缘基板厚度、覆铜间距和焊层厚度对多物理场性能具有不同的敏感度,需要根据具体应用需求进行多目标权衡。
5.3 界面热阻与尺寸效应
当封装尺度从毫米级缩至微米级时,材料界面处的热边界阻力(Thermal Boundary Resistance, TBR)成为不可忽视的散热瓶颈[34]。对于 GaN-on-Diamond 等新兴异质集成结构,声子在材料界面的散射和反射导致有效热导率显著低于理论预期。界面工程——包括表面活化处理、过渡层设计和纳米结构界面修饰——是改善界面热输运的前沿方向。
6 可靠性问题与失效机理
6.1 键合线失效
功率模块在反复开关循环中经历持续的温度波动,不同材料层间的 CTE 失配导致交变热应力。键合线失效是焊接型模块最主要的失效模式之一,表现为[35]:
- 键合点根部裂纹:铝线/Si(或 SiC)界面的剪切应力反复加载使键合点根部萌生微裂纹并逐步扩展;
- 键合线脱落:裂纹扩展至临界尺寸后,键合线在热-机械疲劳综合作用下脱落;
- 正向反馈恶化:键合线脱落 → 剩余键合线电流密度增大 → 焦耳热增多 → 温度梯度加大 → 加速失效。
延长键合线寿命的措施包括:优化键合线拱形高度(更大的环路高度可降低应力水平)、选用 Cu 线替代 Al 线、增加并联数量并合理布局、以及在芯片上表面增加缓冲金属层。
6.2 焊层/烧结层失效
传统焊料层在温度循环下因 CTE 失配和蠕变-疲劳交互作用产生裂纹和空洞,导致热阻增大和局部温度升高。焊层失效通常先于键合线失效发生,两者存在竞争与耦合关系[35]。纳米银烧结层因高熔点、无蠕变-熔化机制而具有优秀的抗疲劳性能,但在极端温度冲击条件下,烧结颈的孔隙增大和粗化仍可能导致性能退化[11]。
6.3 新型失效模式
随着烧结互联的推广应用,新的失效模式也在出现:
- 电化学迁移:银/铜离子在高温高湿偏压(HV-H3TRB)条件下形成枝晶,1000 小时测试后即可能出现失效[20];
- 界面氧化:铜烧结层在高温含氧环境中的氧化行为需要惰性气氛或密封保护;
- 多芯片并联不均流:因焊层/烧结层厚度差异和热分布不均导致的电流不平衡加速了局部退化。
7 总结与展望
功率电子封装互联技术正处于从传统"铝线+焊料"体系向"铜线/带+纳米烧结+无键合线平面互联"体系全面转型的关键时期。本文系统梳理了各技术路线的原理、性能和最新进展,可以得出以下结论:
(1)键合线技术:铜线键合是铝线的确定演进方向,载流能力和可靠性均有量级提升;带式键合和 Ag 合金新材料的引入进一步拓宽了技术选择空间。
(2)芯片贴装:纳米银烧结已进入商业应用(如三菱电机 FMF 系列全 SiC 模块),纳米铜烧结在实现成本突破后有望大规模替代,TLP/TLPS 技术在特定场景具有竞争力。
(3)无键合线互联:取消键合线配合双面散热是释放 SiC/GaN 器件全部性能潜力的必要路径,PCB 嵌入式封装和集成微通道冷却代表了技术前沿。
(4)可靠性设计:多物理场耦合仿真与加速老化实验相结合的设计验证方法成为行业标准,电化学迁移和界面氧化等新型失效模式需要持续关注。
展望未来,功率电子封装互联技术将朝着更高温(> 250°C)、更高频(> MHz)、更高功率密度、更小寄生参数和更优可靠性的方向发展。纳米材料工程、界面科学和多场耦合仿真的交叉融合,将为下一代功率模块封装提供持续的技术驱动力。
参考文献
[1] Millán J, Godignon P, Perpiñà X, et al. A survey of wide bandgap power semiconductor devices. IEEE Transactions on Power Electronics, 2014, 29(5): 2155–2163.
[2] Wang F F, Zhang Z. Overview of silicon carbide technology: Device, converter, system, and application. CPSS Transactions on Power Electronics and Applications, 2016, 1(1): 13–32.
[3] Sheng W W, Colino R P. Power Electronic Modules: Design and Manufacture. CRC Press, 2004.
[4] Ciappa M. Selected failure mechanisms of modern power modules. Microelectronics Reliability, 2002, 42(4–5): 653–667.
[5] 李晓玲, 曾正, 陈昊, 等. SiC、Si、混合功率模块封装对比评估与失效分析. 中国电机工程学报, 2018, 38(16): 4823–4835, 4988.
[6] Zhou H, Zhang Y, Cao J, Su C, Li C, Chang A, et al. Research progress on bonding wire for microelectronic packaging. Micromachines, 2023, 14(2): 432.
[7] 牛利刚, 王玉林, 滕鹤松, 等. 叠层双面冷却功率模块封装性能研究. 电子元件与材料, 2018, 37(12): 60–65.
[8] Hou S K, Ferreira J A, Bauer P. Review of packaging schemes for power modules. 2020 IEEE Applied Power Electronics Conference (APEC), 2020, 3026–3033.
[9] 艾盛祥, 曾正, 王亮, 孙鹏, 张嘉伟. 功率模块封装键合线的通流能力: 模型与实证. 电工技术学报, 2022, 37(20): 5227–5239.
[10] 刘国友, 罗海辉, 张鸿鑫, 王彦刚, 潘昭海. 基于全铜工艺的 750A/6500V 高性能 IGBT 模块. 电工技术学报, 2020, 35(21): 4501–4510.
[11] 杜隆纯, 何勇, 刘洪伟, 刘晓鹏. SiC 功率器件先进互连工艺研究. 机车电传动, 2023(4): 152–157.
[12] Chen C-H, Lai Y-C, Chuang T-H. Grain growth and twin formation in a Ag-4Pd alloy ribbon after annealing treatments. Materials Science and Engineering A, 2021, 863: 158619.
[13] Liu C, Liu F, Yang S, et al. An analytical review on interfacial reactions in high-temperature die-attach. Manufacturing Review, 2025, 12: 1.
[14] Qin Y, Albano B, Spencer J, Lundh J S, Wang B, Buttay C, et al. Thermal management and packaging of wide and ultra-wide bandgap power devices: a review and perspective. Journal of Physics D: Applied Physics, 2023, 56(9): 093001.
[15] Wu N, Li Y. A review of novel die attach materials for high-temperature WBG power electronic applications. Materials, 2025, 18(16): 3841.
[16] Yan J. A review of sintering-bonding technology using Ag nanoparticles for electronic packaging. Nanomaterials, 2021, 11(4): 927.
[17] Yan J, Zhang D, Zou G, et al. Sintering bonding process with Ag nanoparticle paste and joint properties in high temperature environment. Journal of Nanomaterials, 2016, 2016: 5284048.
[18] Yan J, Zou G, Wu A, et al. Deposition behavior and bonding property of polyol-based Ag nanoparticle paste. Journal of Materials Science: Materials in Electronics, 2019, 30: 8548–8556.
[19] Xue J, Li X. High-pressure-assisted large-area (>2400 mm²) sintered-silver substrate bonding for SiC power module packaging. Materials, 2024, 17(8): 1911.
[20] Steiner F, Ishikawa D, Nakako H, Blank T. Copper and silver sintered die-attach compared in HV-H3TRB and thermal shock cycling. In: 2023 International Conference on Electronics Packaging (ICEP), Kumamoto, Japan, 2023: 89–90.
[21] 王秀琦, 李一凡, 罗子康, 陆大世, 计红军. 功率器件封装用纳米铜焊膏及其烧结技术研究进展. 电子与封装, 2025, 25(3): 030101.
[22] Liang S, Guo Z, Jiang H, Zhong Z, Xu Y, Wang Y, et al. Thermomechanical and fatigue analysis of SiC power modules with a comparison of sintered silver and copper die attaches. Journal of Electronic Materials, 2025, 55(2): 1570–1581.
[23] Kang H, Sharma A, Jung J P. Recent progress in transient liquid phase and wire bonding technologies for power electronics. Metals, 2020, 10(7): 934.
[24] Stabach J, Cole Z, O’Neal C B, McPherson B, Shaw R, Passmore B. A high performance power package for wide bandgap semiconductors using novel wire bondless power interconnections. IMAPS International Symposium on Microelectronics, 2024, 2024(1): 1–8.
[25] Lee H, Smet V, Tummala R. A review of SiC power module packaging technologies: Challenges, advances, and emerging issues. IEEE Journal of Emerging and Selected Topics in Power Electronics, 2020, 8(1): 239–255.
[26] 蔡蔚, 杨茂通, 刘洋, 李道会. SiC 功率模块封装技术及展望. 汽车工程, 2022, 44(4): 638–648.
[27] Knoll J S, Son G, DiMarino C, Li Q, Stahr H, Morianz M. A PCB-embedded 1.2 kV SiC MOSFET half-bridge package for a 22 kW AC–DC converter. IEEE Transactions on Power Electronics, 2022, 37(8): 9272–9284.
[28] Liang Z, Li Y, Xu Z, et al. A DBC-stacked H-bridge SiC power module with optimized electro-thermal performance. ScienceDirect, 2026, 1369800126000223.
[29] Ning P, Wang F, Ngo K D T. A high-temperature SiC three-phase AC–DC converter design for >100°C ambient temperature. IEEE Transactions on Power Electronics, 2013, 28(1): 414–424.
[30] Bernstein Group, Fraunhofer IZM. Ultra low inductive packaging technologies for SiC power modules. Fraunhofer IZM Technical Report, 2025.
[31] 陆国权, 刘文, 梅云辉. 双面散热 SiC MOSFET 模块的封装结构强度设计. 电工电能新技术, 2018, 37(10): 32–38.
[32] 三菱电机. 第 15 讲: 高压 SiC 模块封装技术. 中电网技术白皮书, 2025.
[33] Li W, Wang Y, et al. Optimization design of packaging insulation for half-bridge SiC MOSFET power module based on multi-physics simulation. Energies, 2022, 15(13): 4884.
[34] Won Y, Cho J, Agonafer D, et al. Fundamental cooling limits for high power density gallium nitride electronics. IEEE Transactions on Components, Packaging and Manufacturing Technology, 2015, 5(6): 737–744.
[35] 韩滔, 吴宇轩, 郑舟, 等. IGBT 功率模块封装失效机理及监测方法综述. 电子工程专辑, 2022.
Comments